

Dando otra vuelta de torneado

04 May 2023
 (Foto: Sandvik Coromant)
(Foto: Sandvik Coromant)
La popular frase «la genialidad es 1 % de inspiración y 99 % de transpiración» es atribuida a menudo al inventor Thomas Edison. En realidad, muchos afirman que deberíamos agradecer a la autora Kate Sanborn sus sabias palabras. Independientemente de quién sea su autor, muchos inventores coinciden en que la innovación rara vez es un momento de iluminación. Per-Anders Stjernstedt, ingeniero sénior especialista en corte de metales de Sandvik Coromant, sabe muy bien que la innovación es fruto del trabajo duro. En este artículo, explica la última innovación en torneado de Sandvik Coromant.
Como cualquier inventor, Sandvik Coromant comenzó con el reto de resolver. ¿Cómo pueden las herramientas superar los retrasos, reducir los tiempos de inactividad y acelerar la producción? El informe True Cost Of Downtime 2022 de la empresa de software Senseye revela que el tiempo de inactividad no planificado cuesta a los fabricantes al menos un 50 % más hoy que en el período de 2019 a 2020. El mismo informe afirma que los tiempos de inactividad imprevistos costarán a las grandes empresas industriales del Fortune Global 500 casi 1,5 billones de dólares en 2023, lo que equivale al 11 % de sus ingresos.
Para reducir el tiempo perdido cambiando herramientas, mejorar la estabilidad del proceso y mejorar el desgaste de las herramientas, los fabricantes necesitan la capacidad de mecanizar varias características con una sola herramienta. Y aquí radica la raison d’être (razón de ser) del torneado en el eje Y. Vamos a ver cómo funciona.
Ángulos de torneado
En primer lugar, es útil pensar en los ángulos de posición. La elección del ángulo correcto entre el filo de corte y la dirección de avance es vital para el éxito de una operación de torneado, ya que influye en la formación de virutas, la dirección de las fuerzas de corte y la longitud del filo de corte. Un ángulo superior al necesario debilita el filo de corte. Si es demasiado pequeño, la herramienta puede rozar a velocidades de alto avance, lo que puede provocar destrozos.
En 2017, Sandvik Coromant desarrolló la metodología PrimeTurning™, un concepto de torneado que permite el «torneado omnidireccional» para una mayor flexibilidad de mecanizado. Partiendo de la base de que se introduce la herramienta a la altura del portapinzas y elimina el material a medida que avanza hacia el final de la pieza de trabajo, la PrimeTurning™ permite aplicar un ángulo de posición pequeño, un ángulo de avance mayor y la posibilidad de mecanizar con parámetros de corte más elevados.
Por sí sola, la metodología PrimeTurning™ es una hazaña innovadora para el torneado. Además de aumentar la productividad gracias al control de virutas, el equipo también quería ayudar a los fabricantes a mecanizar formas más complejas e innovadoras. La PrimeTurning™ actuó como uno de los varios bloques de construcción que llevaron al desarrollo del torneado en el eje Y.
Introduciéndose en el eje Y
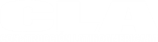
¿Cómo funciona el torneado en el eje Y? Como el propio nombre indica, el nuevo método utiliza el eje Y, de modo que se emplean los tres ejes simultáneamente al mecanizar. La herramienta gira alrededor de su propio centro, la plaquita está posicionada para mecanizar en el plano Y-Z, y el eje del husillo de fresado interpola durante el torneado. Esto permite mecanizar formas complejas con una única herramienta.
 (Foto: Sandvik Coromant)
(Foto: Sandvik Coromant)
El torneado en el eje Y ofrece múltiples ventajas. La posibilidad de mecanizar varias características con una única herramienta reduce el tiempo de ciclo. Además, el hecho de no tener que cambiar de herramienta minimiza el riesgo de los puntos de fusión o las irregularidades entre superficies mecanizadas adyacentes. Las principales fuerzas de corte van dirigidas al eje de la máquina, mejorando así la estabilidad y reduciendo el riesgo de que se produzcan vibraciones. Para mejorar el acabado superficial, las plaquitas Wiper se diseñan con un filo Wiper situado donde el filo recto se encuentra con el radio de punta.
El método también ayuda a mantener constante el espesor de viruta, tanto en el torneado con una profundidad de corte constante como en el torneado de contornos en la pieza. Como el ancho de las virutas no cambia, el riesgo de atasco de viruta disminuye significativamente. Esto no solo permite operaciones de mecanizado más fiables, sino que al saber que el torneado puede llevarse a cabo sin contratiempos, los fabricantes pueden alejarse de sus máquinas y hacer que funcionen sin supervisión.
Conociendo a Per-Anders
Per-Anders es ingeniero sénior en Sandvik Coromant y trabaja en Gävle (Suecia). Después de más de una década trabajando para la empresa, Per-Anders ha participado en el desarrollo de varias innovaciones. Uno de sus mayores orgullos hasta la fecha es el torneado en el eje Y.
«En los últimos cinco años, he desarrollado cinco patentes reconocidas en todo el mundo y el año pasado presenté doce publicaciones de innovación. Pero el eje Y ha sido un auténtico hito en mi carrera», afirma. Me gusta pensar que siempre he sido un inventor. Desde muy joven, siempre estaba sembrando el caos en el garaje de mi padre y experimentaba con multitud de proyectos que me apasionaban. Había tablas de surf, chasis y fijaciones de motocicletas y, cuando quería pedir prestado el equipo fotográfico de mis padres para un viaje de buceo, construía las cajas protectoras submarinas para poder grabar mis expediciones.
«A pesar de este espíritu de creador, ninguno de mis éxitos en ingeniería se produjo de la noche a la mañana. En el caso del torneado en el eje Y, el equipo y yo pasamos por un ciclo de seis años de investigación y desarrollo antes de conseguir nuestro gran éxito».
Creando el futuro
Desarrollar el torneado en el eje Y fue un trabajo de mucho esfuerzo. «Cuando el equipo empezó, teníamos una idea que el mercado no había visto nunca. Llevó tiempo demostrar que nuestras ambiciones podían hacerse realidad, pero, tras muchas pruebas internas, constatamos ya una reducción del 51 % en los tiempos de ciclo utilizando el torneado en el eje Y con respecto a los métodos de la competencia», explica Stjernstedt.
Para complementar el torneado en el eje Y, Sandvik Coromant también ha desarrollado una nueva variante CoroTurn® Prime adecuada para ejes, bridas y componentes con entalladuras y la herramienta doble CoroPlex® YT, que se utiliza mejor con un ángulo de posición de entre 60° y 90° para un mecanizado más productivo.
Stjernstedt comparte la siguiente reflexión sobre su carrera: «Mi consejo para cualquiera que tenga una gran idea es que empiece. Si has descubierto un reto sin solución, ya has recorrido la mitad del camino. Tengo la suerte de que Sandvik Coromant me da la libertad de experimentar y aprender mientras trabajo. Ser ingeniero no solo requiere conocimientos técnicos para desarrollar nuevos productos. Hay que ser creativo, resolver problemas y no tener miedo a desafiar el statu quo».
No importa quién dijera que «la genialidad es un 1% de inspiración y un 99% de transpiración», no se equivocaba. Tener las aptitudes técnicas y la capacidad de desarrollar nuevas soluciones es vital, pero gran parte de la invención es fruto del trabajo duro. Per-Anders y su equipo no lo habrían conseguido sin dedicación, paciencia y la determinación de redefinir el torneado.
CONTÁCTESE CON EL EQUIPO
